BB Tool
BB Micro & Long Neck Carbide End Mill 2xD Rib Cutter CNC Small Diameter 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9mm Mini
BB Micro & Long Neck Carbide End Mill 2xD Rib Cutter CNC Small Diameter 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9mm Mini
Couldn't load pickup availability
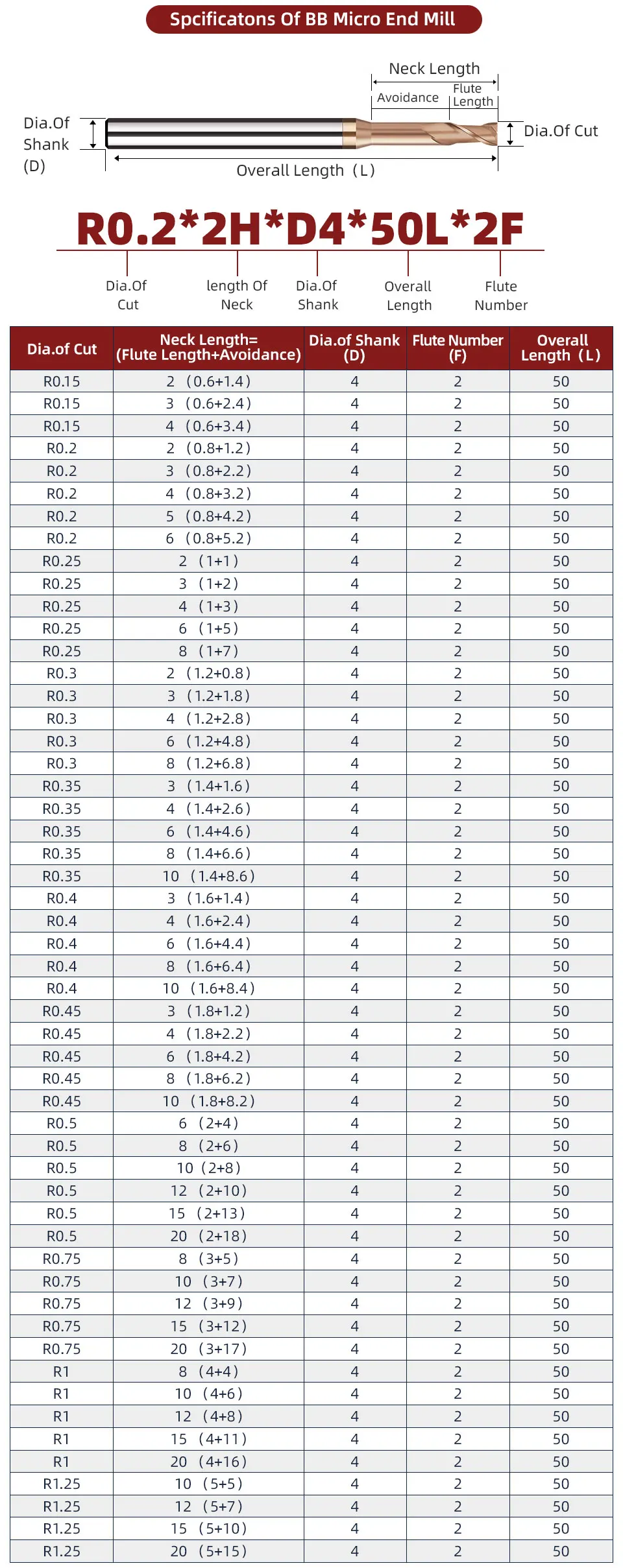
BB® Micro Carbide End Mil-Long Neck
Micro end mills are precision cutting tools designed for machining small features, fine details, and miniature components.
Material & Coating
-
Substrate: Ultra-fine / Micro-grain tungsten carbide is universally used to ensure cutting edge sharpness and strength.
-
Coating: Common coatings include AlTiN series (e.g., ALTIN+) or Nano coatings (e.g., TiSiN) to enhance heat resistance and wear protection.
Core Challenges
-
Low Rigidity: The extremely small diameter makes the tool very fragile and highly sensitive to cutting parameters.
-
Heat Dissipation: The cutting zone is tiny, causing heat to concentrate rapidly. Requires high-speed spindles (recommended ≥ 25,000 RPM) and efficient cooling/lubrication (e.g., MQL, mist).
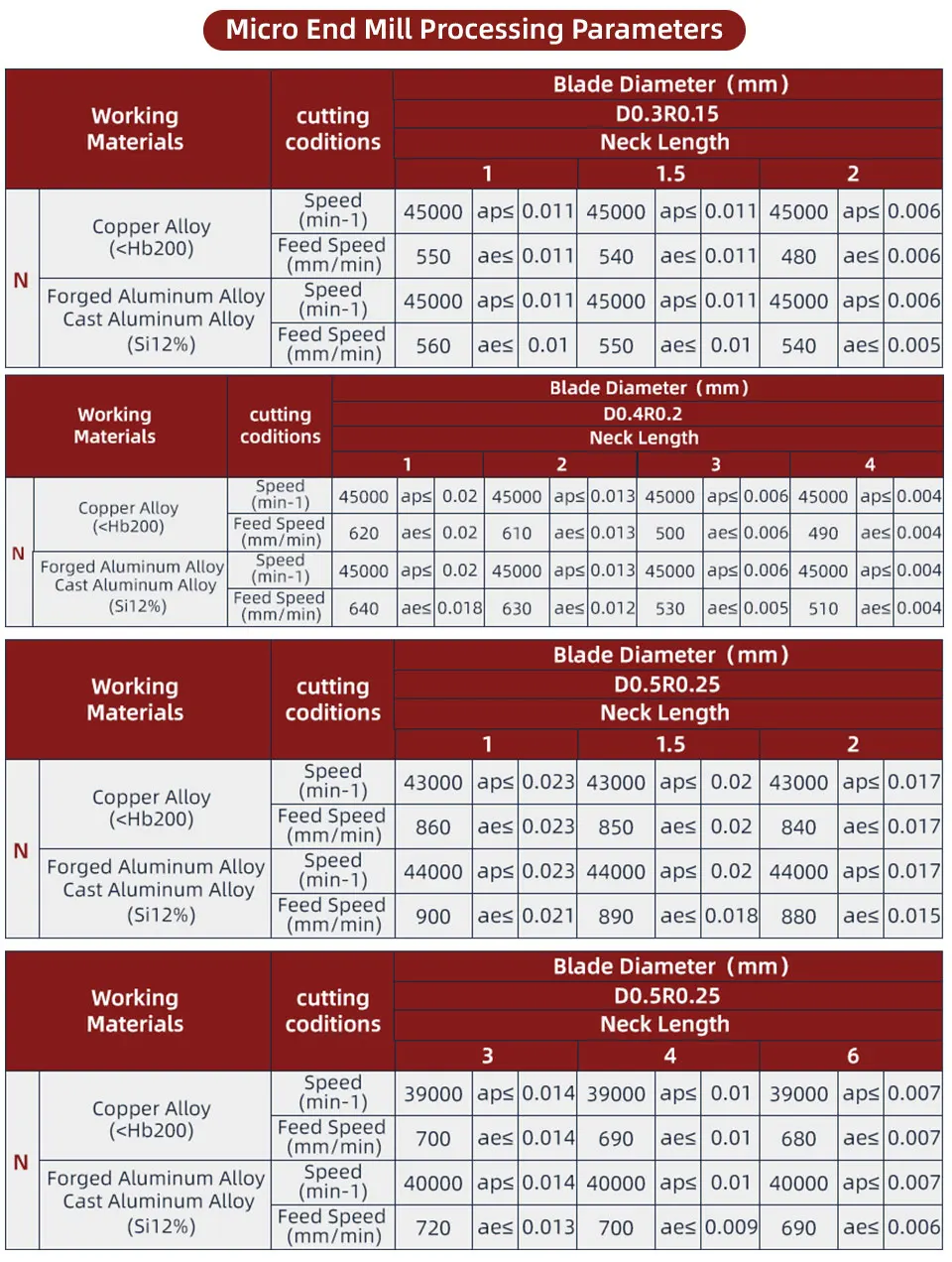
Parameter Characteristics
-
High RPM: Due to limitations on surface speed, small diameter tools require very high RPM. (e.g., Machining steel with a 0.5mm ball nose: requires approx. 20,000 - 38,000 RPM).
-
Extremely Low Feed: Feed per tooth is typically as low as 0.001mm - 0.01mm.
Definition
-
Designed specifically for machining deep and narrow slots, deep cavities, and tall side walls. The core feature is a slender, relieved neck.
Key Design Features
-
Long Neck / Extended Neck: A thin "neck" behind the cutting flutes provides significant relief depth, allowing the tool to reach areas standard tools cannot.
-
Short Flute Length: Usually features a short flute length. This sacrifices side milling depth to maximize bending rigidity for the slender neck during deep cavity work.
Applications
-
Ideal for workpieces requiring large overhangs, deep cavities, or high side walls. For slots deeper than 3-5 times the tool diameter, a deep groove mill is necessary.
Critical Reminder
-
Due to the large overhang, these tools are highly prone to vibration. Use a strategy of light step-downs, multiple passes, and minimal radial engagement. Strictly control the tool overhang length.
-
Full Specification
Multiple Flute Options: 2-flute, 4-flute, ball nose
BK2063-High Hardness & Wear Resistant
Hardened milling cutter with wear-resistant coating, suitable for machining hard steel,diamond coating ~ HRC 60
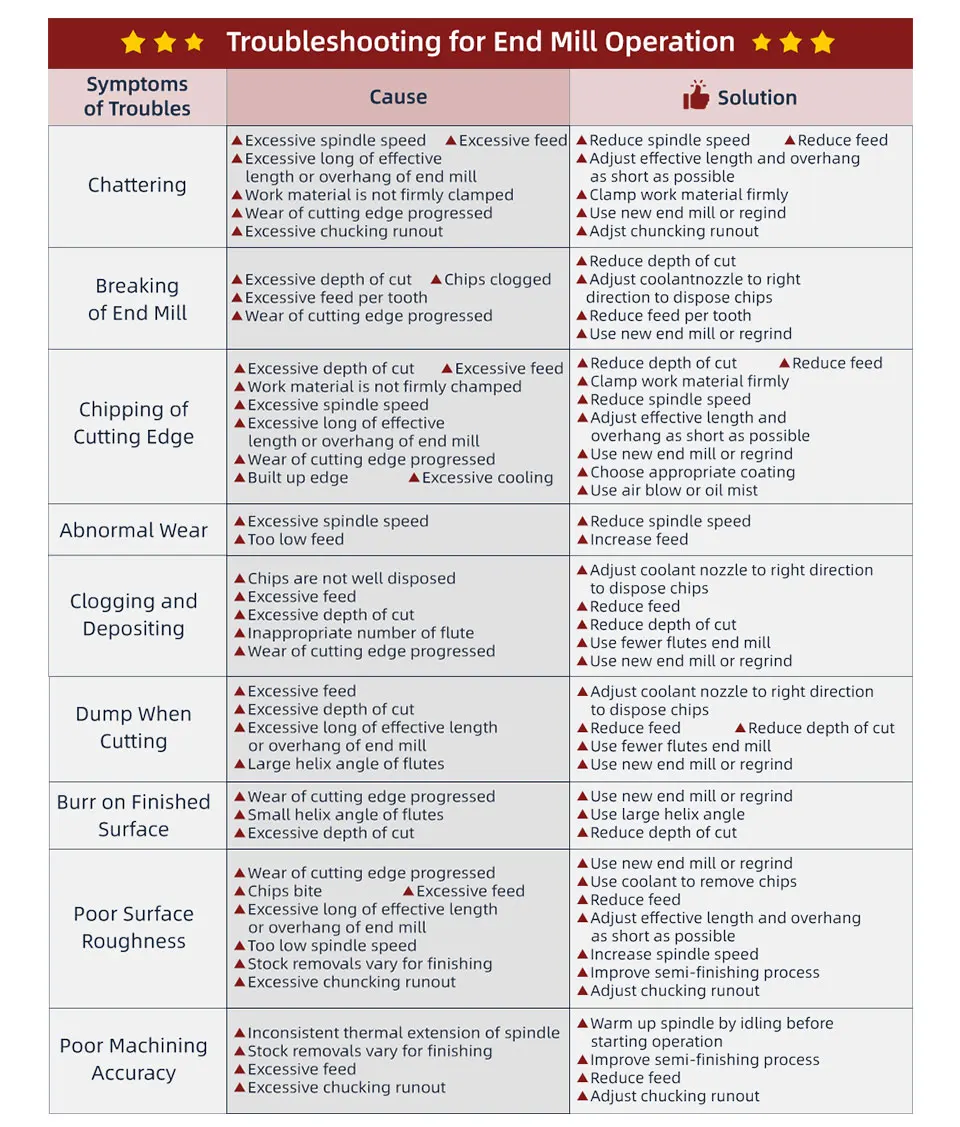
Fully Ground Cutting Edge Smooth Cutting
With high resistance and strength is not easy to break the Cutter
Sharp Cutter Chip More Smoothly

Passivation Treatment
The use of high-end passivation machinery and equipment fine passivation grinding to make the cutting edge sharp and no Burr
Not Passivated
Passivation Treatment
Smoother Cutting
Longer Service Life
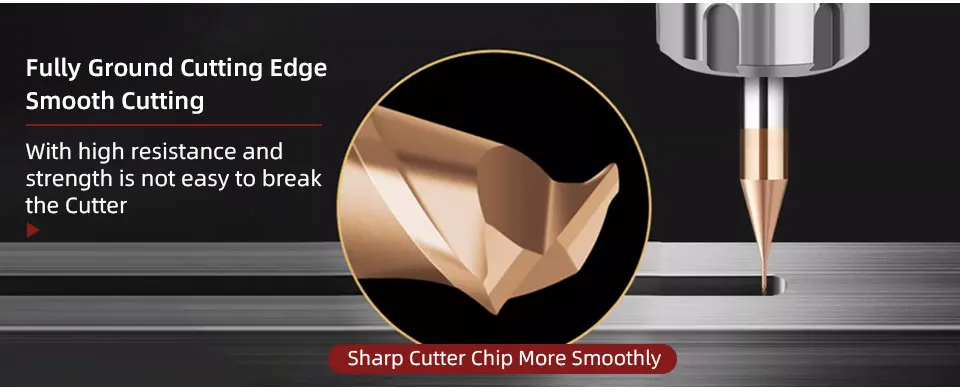
Nano-Coating
Non-Stick Cutter More Durable
More Sharp and Durable
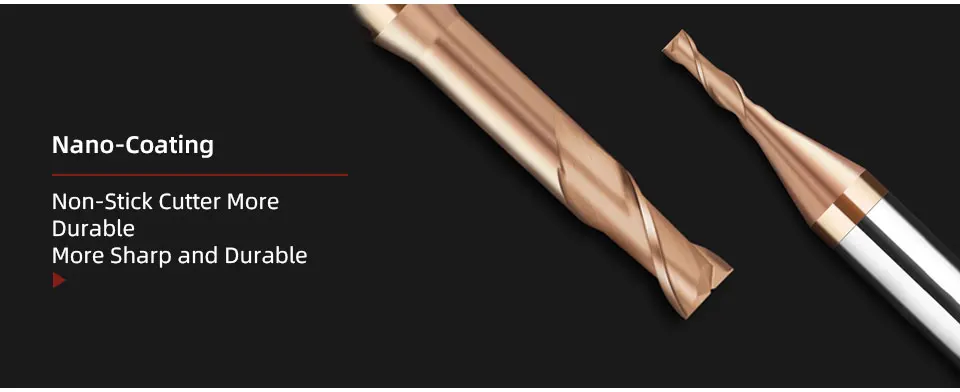
Trail deep groove Cutter Easily solve special difficult machining parts
Reasonable Avoidance Length



| Diameter (mm) | Speed (RPM) | Feed (mm/min) | Depth of Cut (mm) |
|---|---|---|---|
| 0.5 | 20,000 – 30,000 | 30 – 60 | 0.02 – 0.05 |
| 1.0 | 15,000 – 25,000 | 80 – 150 | 0.05 – 0.10 |
| 2.0 | 10,000 – 18,000 | 150 – 300 | 0.10 – 0.20 |
| 3.0 | 8,000 – 15,000 | 200 – 400 | 0.15 – 0.30 |
| Key Point | Specific Advice |
|---|---|
| Runout Control | Must use high-precision holders. Runout amplifies the negative impact on tool life and accuracy exponentially with increased overhang. Aim for ≤ 0.01mm runout. |
| Trial Cut Principle | When using a new tool or uncertain parameters, start at 50% of the recommended feed rate and increase gradually while monitoring the cut. |
| Coolant Strategy |
Steel: Prefer mist or air blast to evacuate chips and prevent thermal cracking. Stainless/Titanium: Recommend high-lubricity cutting oil or oil mist. |
| Plunging/Z-axis Entry | Avoid direct Z-axis plunging (peck drilling). If necessary, reduce the feed rate drastically to ~25% of the normal side milling feed rate. |